-

湖南禹顺环保科技有限公司
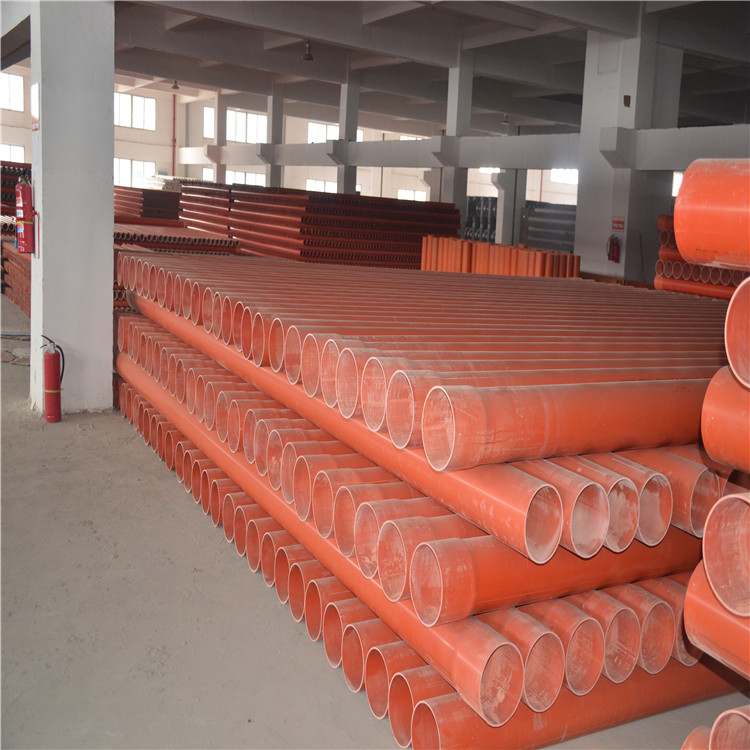
主营:CPVC电力管

湖南禹顺环保科技有限公司
主营:CPVC电力管 9
9
远瞩,大胆创新,在互联网大数据背景下顺势而为,我们依托自身生产技术实力,不断探索传统生产企业的转型升级策略,成为国内的“互联网+管道建材”新型生产企业!
MPP电力管焊接前的准备
检查焊机的电源,液压油,加热板等是否满足焊接要求。
对铣刀和油泵开关等进行空车试运行。
将与管材规格一致的卡瓦装入机架。
设定加热板温度至焊接温度,一般的焊接温度在225℃,气温较低时,可适当提高5-10℃。在加热前,应用干净的软纸或布蘸酒精擦拭加热板表面,清洁其油污,杂物等,但应注意不要划伤PTFE(聚四氟乙烯)防粘层。
MPP电力管的连接方式:
用焊接机热熔焊对接,熔接点在200度左右,不能**过220度,当温度达到后,即可两头对接。(因MPP管的连接方式为热熔焊接,焊接口不好,会损伤电缆线或可能拉扁,所以MPP电力管必须用全新料来做)
MPP电力管焊接注意事项
焊接面管材错边不**过管材壁厚的10%。
气温低时,应适当提高加热温度和延长吸热时间。
加热压力应分阶段控制,加热时压力稍大,吸热时压力较小。
当环境温度低于﹣5℃或大风天气时,应有保温和防范措施。否则将严重影响焊接质量。
下雨天气不能进行管材焊接。
焊缝冷却时应自然冷却,采用强制冷却时,将影响管材焊接质量。
加热板表面及管端应经常用酒精清洁,确保加热板表面无油污和水,及杂质。加热板表面防粘层应不损伤,进行焊接前,应用干净的绵纱或抹布擦拭管材端面的水,杂质和泥土。应保持焊接管材端面清洁。
当待焊接管材端面有水汽时,在加热前,应用加热板烘烤管材端面至水汽完全蒸发为止,然后进行管材加热。
清洁管材端面时,应有人监督,以防管材合拢夹伤手。
操作人员应培训上岗。
管材壁厚低于6时,一般不采用热熔对接。否则难以保证管材焊接质量。
MPP电力管110~中250,分为普通型和加强型。普通型适用于开挖铺设施工和非开挖穿越施工埋深小于4M的工程;加强型适用于非开挖穿越施工埋深大于4M的工程。本产品通过国家化学建材测试中心的检测,取得了较好的社会效益和经济效益。
公司在江西、湖北、广西、广东、贵州、山东等全国各地都设有分公司或办事处,厂家直销就近发货,规格齐全库存充足,支持定制。
http://zhioukeji.cn.b2b168.com